












































Jim Barczak, Polaris Senior Design Engineer (pictured) and Ricky Jaeger, Platform Manager for Snowmobile Powertrain were our personal guides when we visit the Polaris assembly plant this fall.
Stronger, tougher, and more powerful, the new Patriot 850 is the talk of the upcoming winter season. The anticipation for this motor from Polaris faithful is off-the-charts, and thousands have ponied-up to be first on the snow with the new big block rocker. With more than 500-miles on an early build version last winter, we can’t blame them. The new motor is smoother, pulls harder, revs quicker, and legs-out with even more speed. But there’s more to the new domestic twin than just power and torque. After getting an exclusive look inside the Polaris engine manufacturing facility in Osceola, Wisconsin, our confidence for rock-solid reliability is higher than ever. Each component and fastener is recorded and mated to a specific engine; every step in the assembly is checked and double-checked; and the sound of a new engine coming to life just minutes after the last bolt is secured was music to our ears.

Every Patriot starts life with the engine identification pin-stamped into the crankcase.

The center drive water pump arrives in Osceola as a assembled sub-component. Here it’s installed into the crankcase and secured with a snap ring.
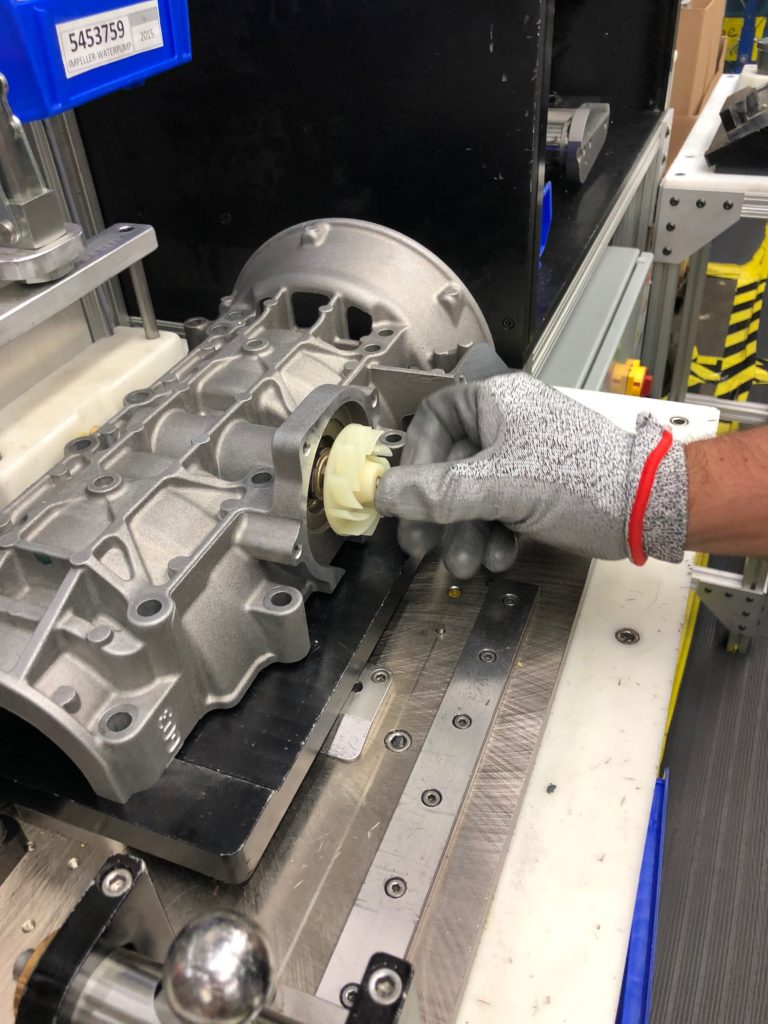
Once the cross-shaft is in place, the impeller is installed. The high-flow design of the impeller ensures the big-pony 850 stays cool in the most demanding conditions.

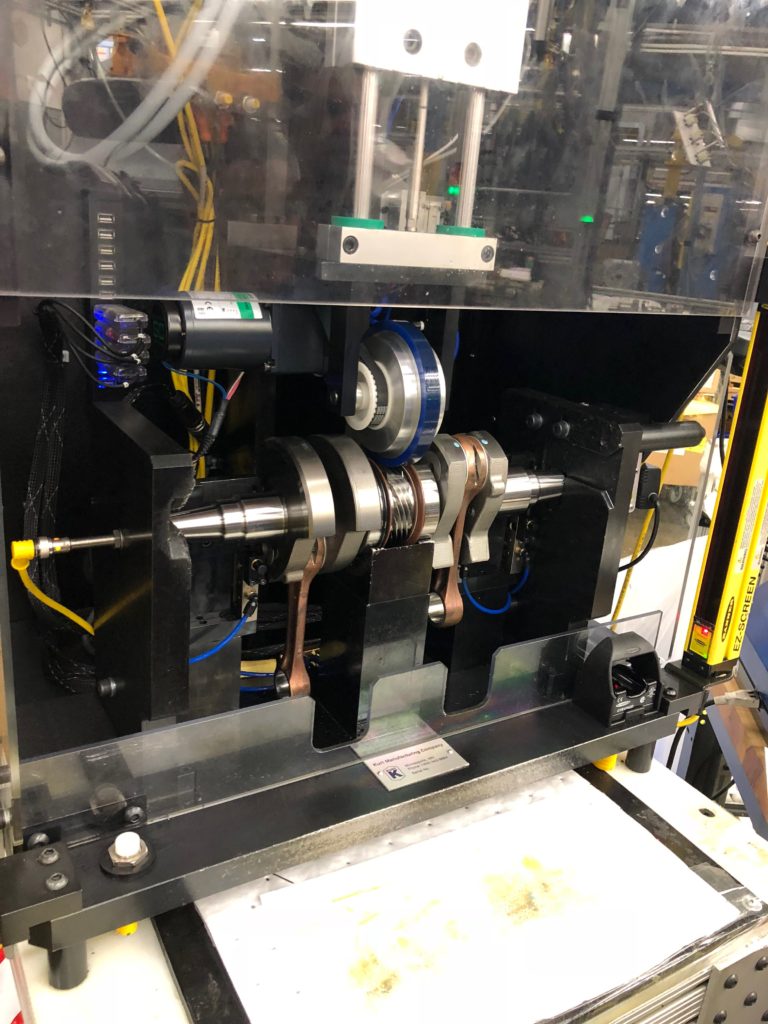
The new crankshaft arrives in special crates which cradle the all-new design. With a larger clutch taper for durability, the crank is visually robust but is designed for low-inertia, with the weight kept near the center of the crank in order to create the quick-to-rev nature we’ve come to love and expect from Polaris engines.

What quickly becomes apparent with the new engine is Polaris engineers wanted to make sure they put the “beef” in areas where it mattered most. This massive PTO crank bearing is visual testament to this.
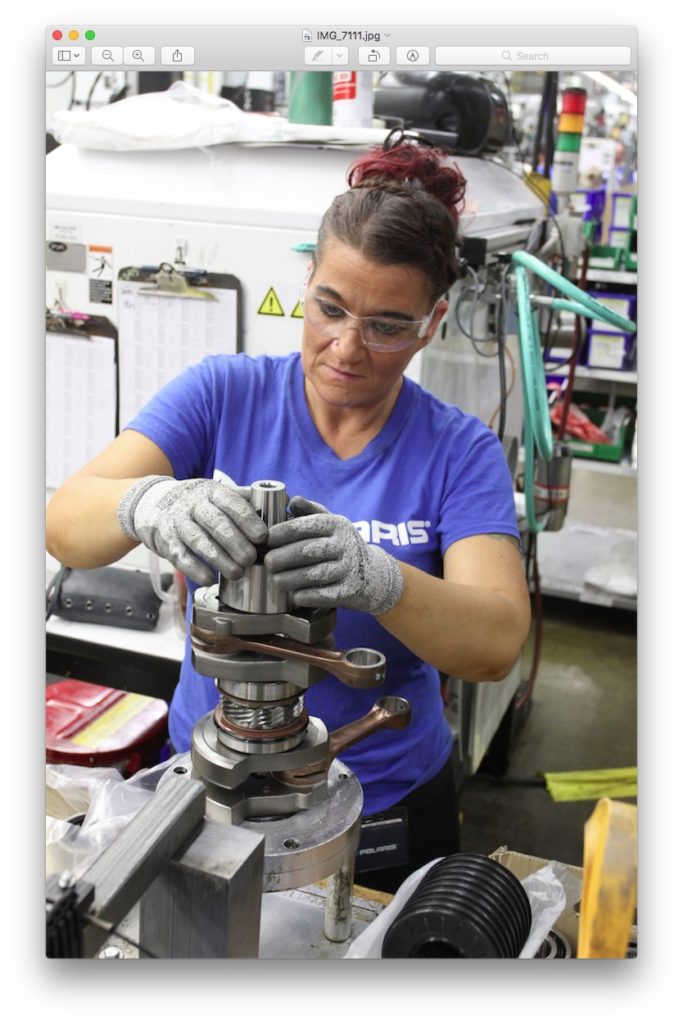
Prior to installation, every crank is measured for “runout” to ensure it meets strict tolerances. We soon learned checking and double-checking is part of the assembly process at every station.

With the crank ready for installation, the case halves are prepared for assembly. Sealant is applied with a robotic arm that precisely positions the sealant in just the right location and quantity for an optimum seal.
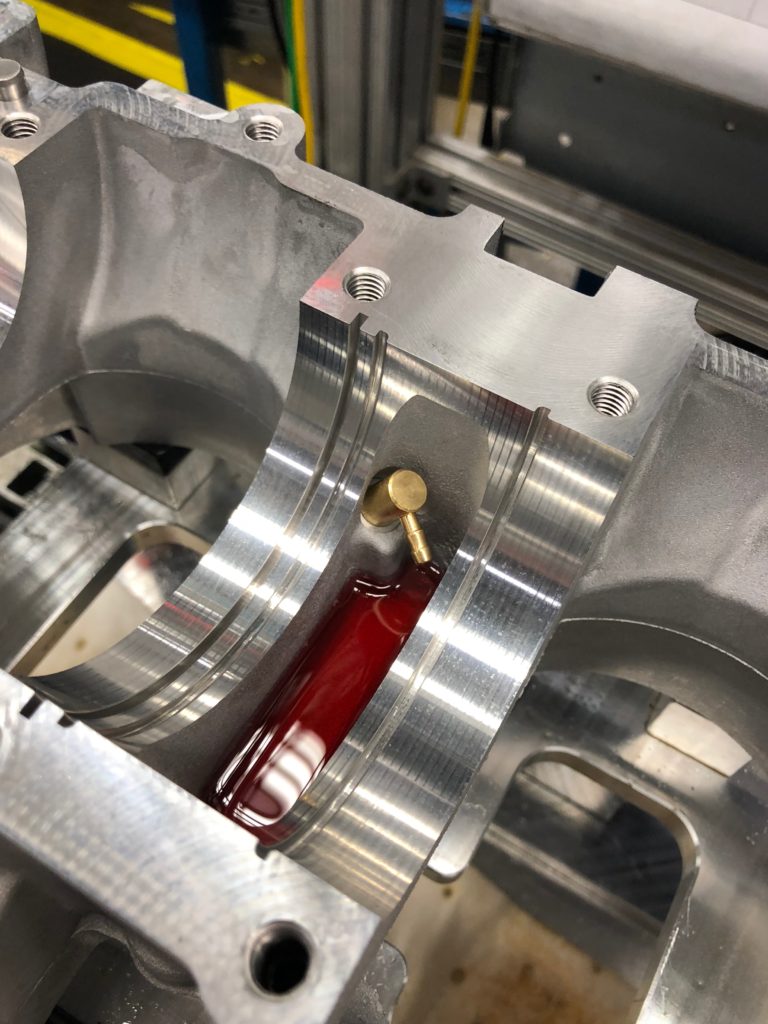
The center gear which drives the water pump features an oiler integrated into the case for long-lasting durability. As an extra measure of “building it right” the cavity is pre-oiled prior to assembly to avoid potential damage during initial start-up.
With the case ready to receive the crank, the PTO bearing and seal are installed.

With the crank lowered into the case, the fitment is checked again prior to the case halves being mated and secured.

While it’s hard not to focus on the new 850 coming to life on the primary assembly line, there’s plenty of unique attributes taking place within the sub-components as well. The new VForce® reeds for example are an all-new design unique to the Patriot 850. With carbon fiber petals, the reed cage features a secondary seal on the inner portion of the cage for an optimum seal and maximum durability.

These new engine mounts unique to the 850 caught our eye. The more robust design is coupled to a new location on the engine making for improved integration into the AXYS chassis. The end result is reduced vibration to the rider and a more consistent center-to-center for improved clutch performance and increased belt-life.

Jim Barczak, a senior design engineer for the Patriot 850 was one of our “tour” guides while we watched the new engine come to life. Jim was a proud as a first time father during our time in Osceola and he proudly showed off new packaging designed to keep the cylinders and pistons safe during transportation and handling. Not long after he was handing out cigars in the cafeteria during lunch break.

Every 850 cylinder and pistons come as a matched set from the vendor to ensure perfect tolerances, maximum performance, and long-lasting reliability. To ensure this perfect match remains, every piston and cylinder is scanned and recorded prior to assembly. If at any point the mated components happen to become separated, the system won’t allow assembly to continue.
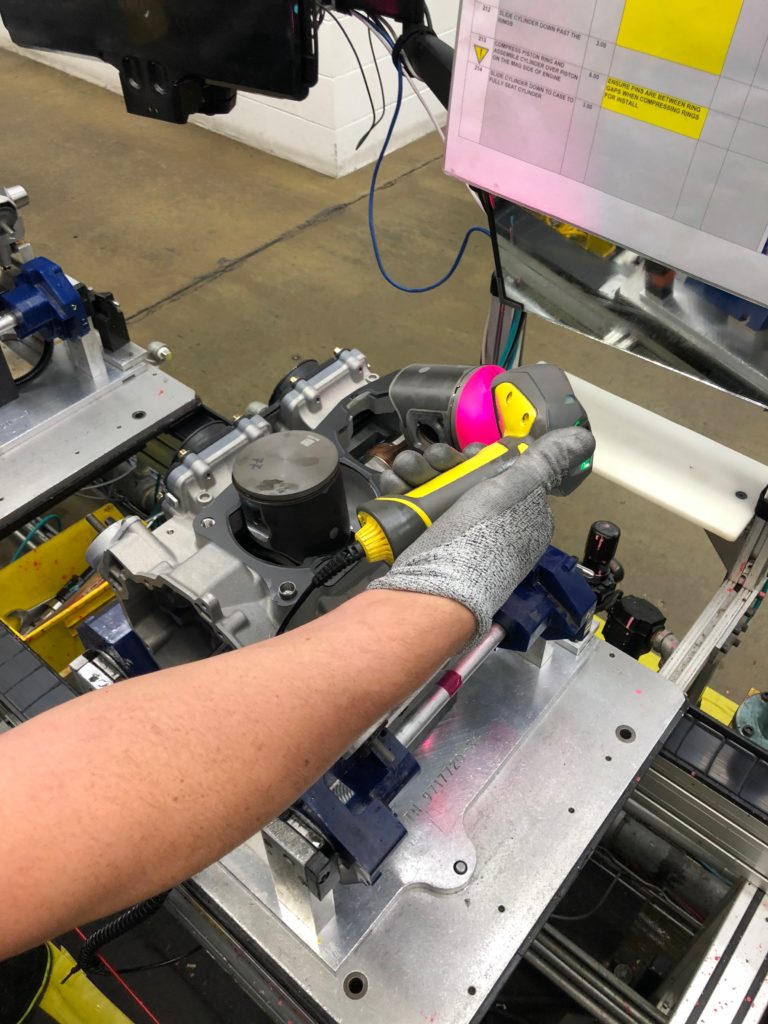
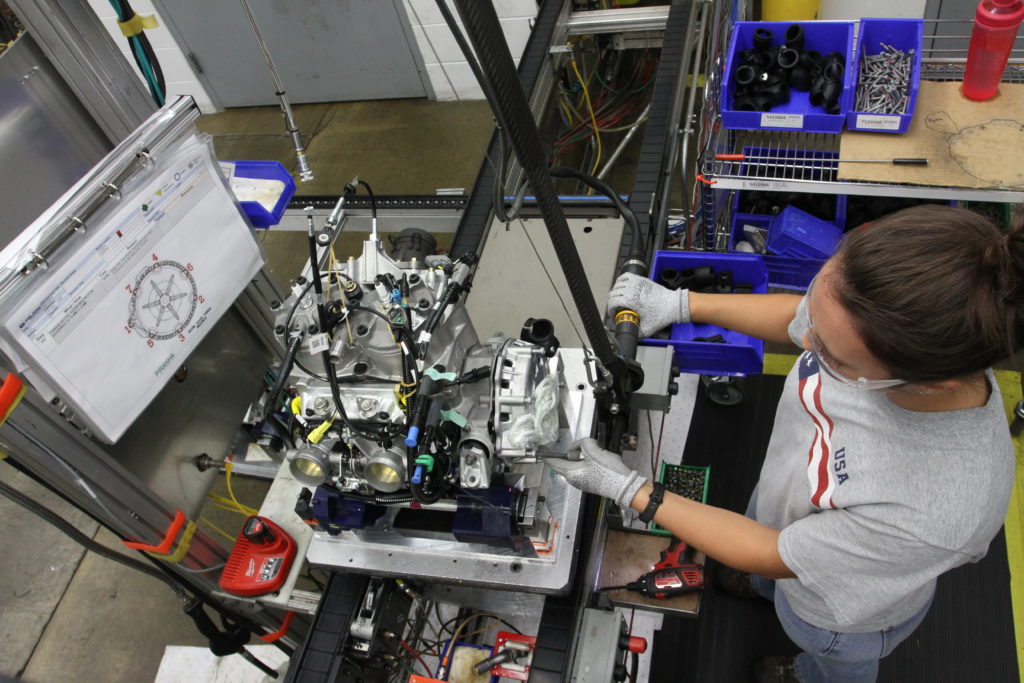
Every station in the assembly process is linked and communicates the assembly process to a central computer. If an error or incorrect tolerance is detected the assembly technician is alerted immediately. Here the pistons are scanned to ensure they are in fact the correct pistons for the mated cylinder and have been installed correctly.

With all components verified to this point, the cylinder is torqued to the crankcase. Once again, every nuance is controlled and checked by the system computer. The technician has no choice but to torque in proper sequence and the correct specifications must be met.
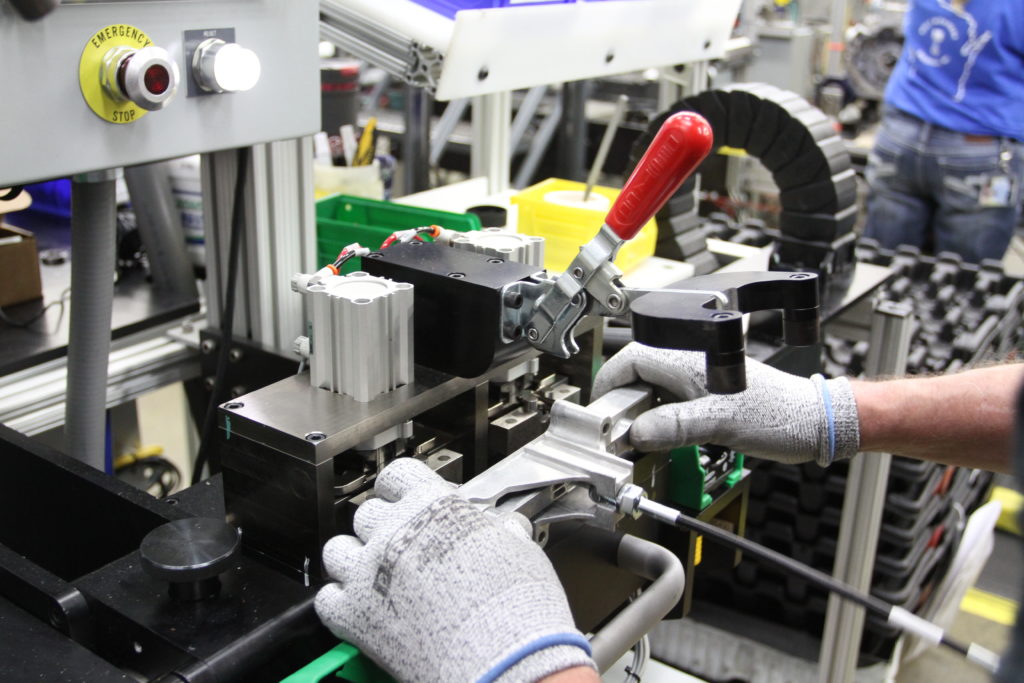
The new 3-stage electronic exhaust valve system is one of the areas where the new 850 has found additional power thanks to a new design that touts fewer parts, has improved fit and seal, and features a lightweight magnesium base. Proper valve movement is critical for performance and this entire exhaust valve sub-assembly is secured to this jig to ensure the valves are true prior to cylinder installation.

Every engine is measured for optimum head squish clearance, (the distance between the piston crown and the cylinder head). While some manufacturers choose to achieve this tolerance through the use of different base gaskets, the Patriot utilizes matched cylinder heads.
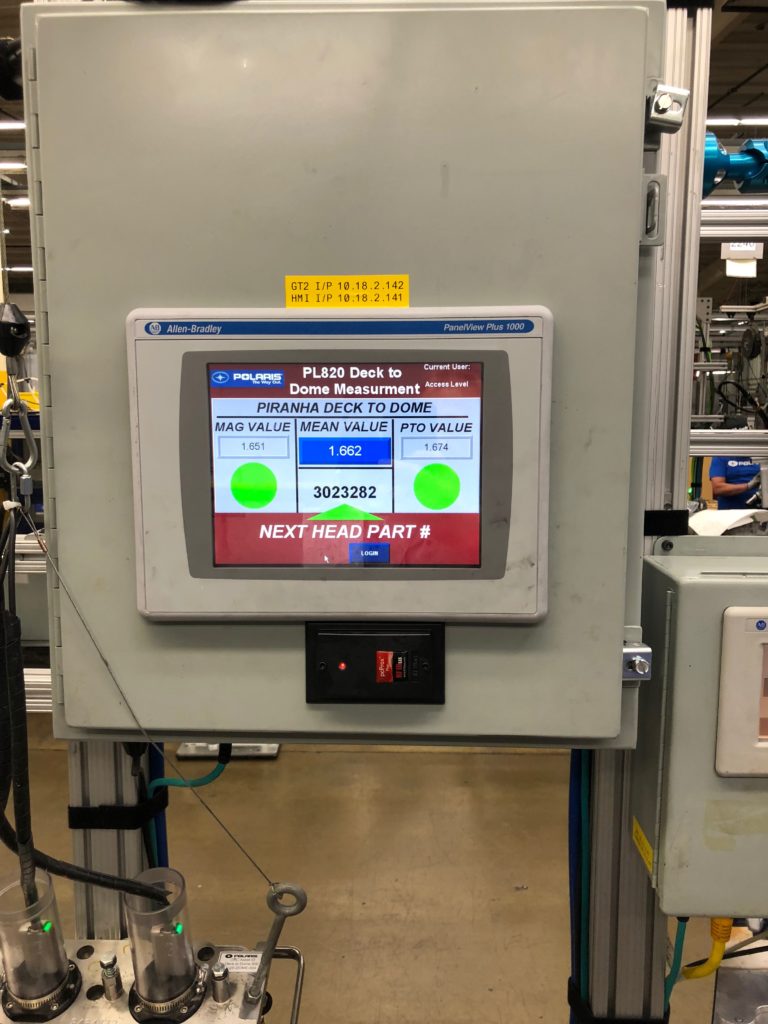
When the correct mated head is affixed to the matched cylinder and piston set, a green code is displayed, allowing the technician to move on to the next step. Once again, every step of the assembly process is verified multiple times, and every key component is paired with other matched components. When you want to build a high-performance two-stroke, exacting tolerances like these are required to not only make power, but more importantly make it durable.

Mated pistons, mono-cylinder, and heads is so critical to performance, a second check of is performed through a barcode scan after the deck to dome measurement is complete.
With all systems green, the head is finally torqued using a DC tool that simultaneously torques all fasteners in a specific sequence.

With the internals of the engine completed, a crankcase leak test is performed.

Another new component found on the Patriot 850 is a lightweight throttle body assembly featuring a fixed, contact-less throttle position sensor (TPS) factory-set in the correct position upon assembly. The no-contact design won’t wear out and the TPS will not inadvertently move unlike previous adjustable versions.
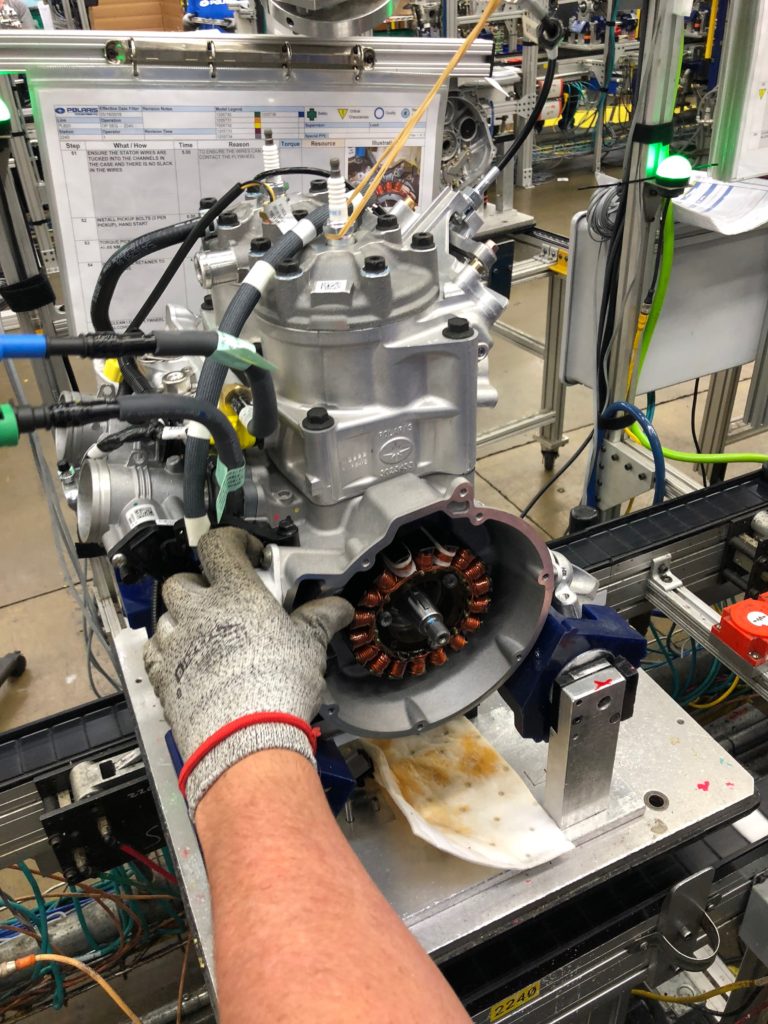
Another area of improvement on the new 850 is electric output. A high-output stator unique to the Patriot engine is part of the Power Boosting Regulator (PBR) system that equates to easier starts and maximum power output even at idle.

The Patriot was built to be a very robust platform, and this means certain areas of the engine had to be made heavier, such as the crank. But those weight gains were nullified in other areas. The flywheel assembly for example, utilizes a magnesium recoil cup. Not only is it lighter it also reduces rotating mass which in turn allows the 850 to rev quickly.

Durability and performance improvements are found within every component of the Patriot including the exhaust manifold. An extra thick, six-bolt flange is machined flat for improved fit and less chance of cracking after several seasons of abuse.

The new recoil on the 850 (bottom) is noticeably larger both in size and venting. The oversized openings deliver improved cooling for the high-output stator.
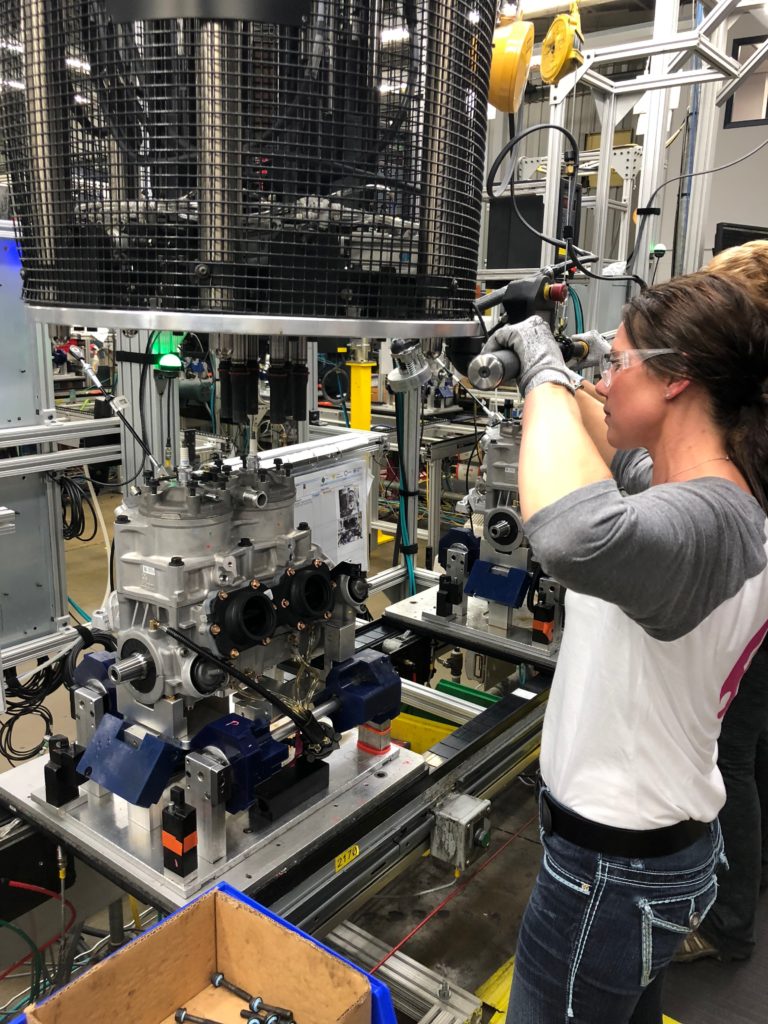
The 850 is nearing completion when the recoil is secured. Behind that grey door with the yellow sign is where this engine will come to life for the very first time.

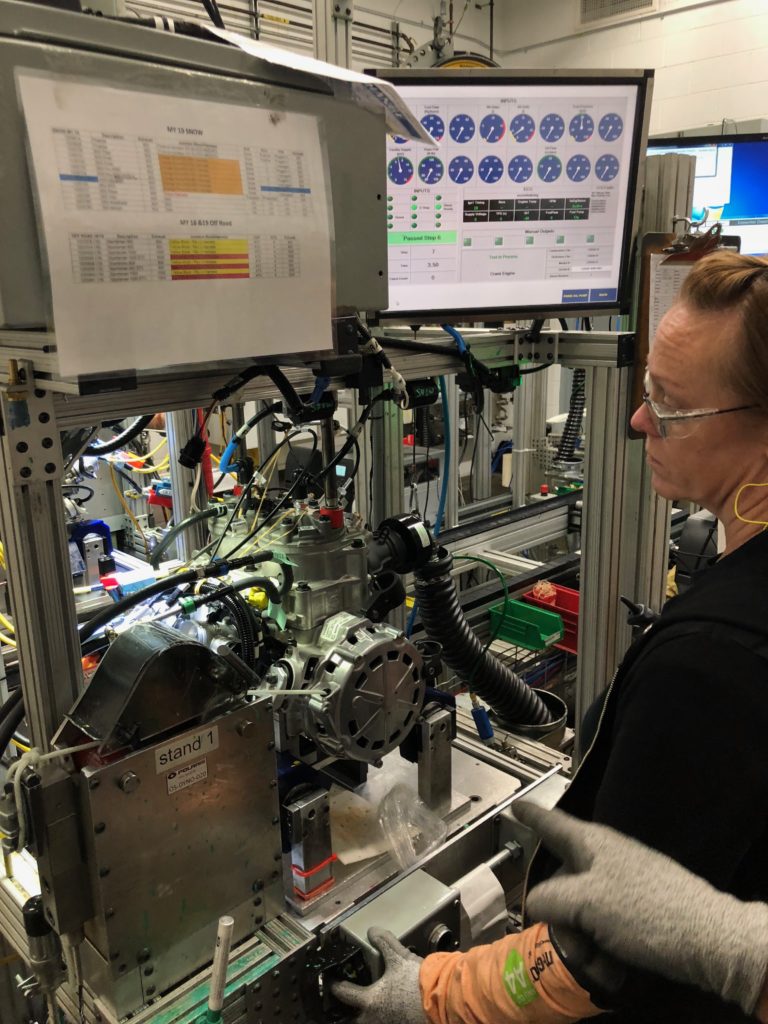
When the engine first enters the “start-up” room, the technician connects all the necessary elements and scans the engine and the ECU. When the engine is scanned, the “fingerprint” of various “sorted” components such as fuel injectors and oil pump tells the computer which specific fuel map program should be installed into the ECU.

The ECU is then plugged in and the correct program is installed. Once again, every step is double-checked through a fail-safe process.
We have ignition. With a few quick pulls of the recoil via an automated arm, the 850 bursts to life. A quick diagnostic check of all the essentials and the engine is then given the final seal of approval before being shipped to Roseau where it will fitted to a 2019 snowmobile. To watch a short video of an 850 coming to life for the very first time, visit our website osmmag.com.

Before the engine is wrapped for shipping, the engine serial number is applied. The number matches the crankcase number which was pin-stamped during the very first operation of the assembly process.

As the engine leaves the start-up room, an exhaust valve stroke test is performed. This ensures the valves stroke fully and there is no binding or friction.

Patriots ready for shipment. As fast as the engines come off the assembly line in Wisconsin, they are placed on special pallets and loaded onto trucks. According to Jim, the engines will find their way into a new snowmobile within days.



